ΒΑΣΙΚΕΣ ΑΡΧΕΣ ΣΥΓΚΟΛΛΗΣΕΩΝ
1. ΕΙΣΑΓΩΓΗ
Οι συγκολλήσεις ανήκουν στην κατηγορία των μόνιμων συνδέσεων ανάμεσα σε τεμάχια. Η σύνδεση αυτή επιτυγχάνεται μέσω της θερμότητας, είναι σύνδεση κρυσταλλική και έχει στόχο το τελικό τεμάχιο να έχει την ίδια αντοχή με τα αρχικά κομμάτια. Από την εποχή της αρχαιότητας εμφανίζονταν διαδικασίες συγκόλλησης, που βασίζονταν κυρίως στη μέχρι τότε γνώση των υλικών. Έτσι, η συγκόλληση με χύτευση καθιερώθηκε από τους
αρχαίους χρόνους ως η κύρια μορφή σύνδεσης και επισκευής σπασμένων κατασκευών από μπρούντζο ή χυτοσίδηρο. Άλλες μέθοδοι που χρησιμοποιήθηκαν ήταν η συγκόλληση σε κάμινο (καμινοσυγκόλληση), η κασσιτεροκόλληση, που χρησιμοποιείται μέχρι τις μέρες μας, ιδιαίτερα στη λευκοσιδηρουργία, η μπρουτζοκόλληση κ.λπ.. Η πιο κλασική μέθοδος συγκόλλησης, που είναι η συγκόλληση με οξυγονοασετυλίνη, εμφανίστηκε στην αρχή του εικοστού αιώνα. Από τότε πολλές διαφορετικές μέθοδοι έχουν ανακαλυφθεί και
προσφέρονται για την πραγματοποίηση πολύπλοκων προϊόντων. Η λίστα με τα αντικείμενα ή προϊόντα, πουέχουν συγκολλητά μέρη είναι ατελείωτη και περιλαμβάνει από στοιχεία ηλεκτρονικών κυκλωμάτων μέχρι πλοία, μηχανές αεριωθούμενων, αυτοκίνητα, γέφυρες, μεταλλικά έπιπλα, κτίρια με μεταλλικό σκελετό κ.λπ..
Μία κατηγοριοποίηση των συγκολλήσεων τις κατατάσσει σε δύο κατηγορίες, τις αυτογενείς συγκολλήσεις και τις ετερογενείς συγκολλήσεις. Στις αυτογενείς συγκολλήσεις απαιτείται τοπικά λιώσιμο των προς συγκόλληση τεμαχίων και τοποθέτηση ή όχι ενός συγκολλητικού μέσου. Χαρακτηριστικά παραδείγματα τέτοιων συγκολλήσεων είναι η οξυγονοσυγκόλληση, η ηλεκτροσυγκόλληση, η συγκόλληση με αντίσταση, με Laser κ.λπ..
Στις ετερογενείς συγκολλήσεις δε χρειάζεται τοπική τήξη των αντικειμένων, που θα συγκολληθούν, παρά μόνο θέρμανση και εναπόθεση λιωμένου συγκολλητικού υλικού. Τέτοιες συγκολλήσεις είναι η κασσιτεροκόλληση, ημπρουντζοκόλληση κ.λπ..
Οι συγκολλήσεις ως μέσο σύνδεσης αντικατέστησαν όλες τις μεθόδους λυόμενων συνδέσεων (κοχλιοσυνδέσεις, ηλώσεις), εκεί βέβαια που δε χρειαζόταν η σύνδεση να είναι λυόμενη. Για την παραγωγή σύνθετων κατασκευών, οι συγκολλήσεις αντικατέστησαν την πολύ δαπανηρότερη χύτευση. Τα πλεονεκτήματα των συγκολλήσεων απέναντι στη χύτευση είναι : οικονομία στο υλικό, μικρότερο κόστος και πραγματοποίηση σύνθετων
κατασκευών, που με τη χύτευση είναι αδύνατες ή πολύ δύσκολες. Μειονεκτήματα που παρουσιάζουν οι συγκολλήσεις σχετίζονται κυρίως με τη συγκολλητικότητα των υλικών, δηλαδή την ιδιότητα ενός υλικού να μπορεί να συγκολληθεί.
1.1 Συγκολλητικότητα των υλικών
Η συγκολλητικότητα των υλικών εξαρτάται από τη χημική τους σύνθεση και την κρυσταλλική τους δομή. Σχετικά με τα ευρέως χρησιμοποιούμενα υλικά ισχύουν τα εξής :
1.1.1 Κράματα σιδήρου – άνθρακα
Η συγκολλητικότητα των χαλύβων εξαρτάται κυρίως από την περιεκτικότητά τους σε άνθρακα (C). Όσο λιγότερο άνθρακα έχει ένας χάλυβας, τόσο πιο μεγάλη συγκολλητικότητα έχει, δηλαδή συγκολλάται πιο εύκολα. Ανώτερο όριο περιεκτικότητας σε άνθρακα για εύκολη συγκόλληση είναι το 0.25%. Αν ένας χάλυβας έχει περιεκτικότητα πάνω από το 0,25% σε άνθρακα, τότε η συγκόλληση δεν μπορεί να είναι επιτυχής παρά μόνο κάτω από ειδικές συνθήκες. Στην περίπτωση αυτή, περιοχές της ραφής της συγκόλλησης υφίστανται βαφή, χάνουν τη μηχανική αντοχή τους και ψαθυροποιούνται. Οι χάλυβες αυτοί, με όριο άνθρακα πάνω από το 0,25%, μπορούν να συγκολληθούν, αν προθερμανθούν. Η προθέρμανση αυτή εξαρτάται από την περιεκτικότητα σε άνθρακα και φθάνει μέχρι τους 425°C για χάλυβες με περιεκτικότητα 0,8% σε άνθρακα. Αντίστοιχα με τους ανθρακούχους
χάλυβες, οι χάλυβες με μεγάλη περιεκτικότητα σε Si, Mn, S και P, δεν μπορούν να συγκολληθούν εύκολα και μόνο κάτω από ειδικές συνθήκες. Αντίθετα, οι χάλυβες με προσμείξεις Cu, Ni, Cr, Mo και V, δεν αντιμετωπίζουν πρόβλημα συγκόλλησης, εκτός αν όλες οι προσμείξεις ξεπερνάνε το 10%. Στον Πίνακα 1.1 παρουσιάζονται
κοινά κράματα σιδήρου – άνθρακα και η δυνατότητα συγκόλλησής τους.
Κατηγορία υλικού Εύκολη συγκόλληση Συγκόλληση σε ειδικές συνθήκες
Κοινοί χάλυβες κατασκευών St33, St34, St37, St42, St46, St52 St50, St60, St70
Χάλυβες επιβελτιώσεως C22, Ck22, 25CrMo4 –
Χάλυβες ενανθράκωσης C10, Ck10, C15, Ck15 Αυτοί που περιλαμβάνουν προσθήκες σε
Cr, Ni, Mo
Χυτοχάλυβες πρέπει %C <0.25% και άθροισμαπροσθηκών < 10% Ανοξείδωτοι χυτοχάλυβες
Χυτοσίδηροι Λευκοί μαλακτικοποιημένοι Όλοι οι υπόλοιποι χυτοσίδηροι
Πίνακας 1.1 : Συγκολλητικότητα κραμάτων σιδήρου – άνθρακα
1.1.2 Μη σιδηρούχα κράματα μετάλλων
Τα κράματα του χαλκού και του αλουμινίου μπορούν εύκολα να συγκολληθούν. Εξαιρούνται τα κράματα του αλουμινίου με πάνω από 5% μαγνήσιο και οι ορείχαλκοι με υψηλό ποσοστό ψευδαργύρου.
1.2 Έλεγχος συγκολλήσεων
Ο έλεγχος των συγκολλήσεων είναι απαραίτητος προκειμένου να διαπιστωθεί αν η συγκόλληση έχει την απαιτούμενη μηχανική αντοχή. Ο έλεγχος αυτός μπορεί να γίνει με μεθόδους μη καταστροφικού ελέγχου, όπου εξετάζεται το δοκίμιο ή η ραφή χωρίς όμως να καταστραφεί, και με μεθόδους, όπου υποβάλλονται έτοιμα προϊόντα σε ανάλογες φορτίσεις, με αποτέλεσμα την καταστροφή τους μετά τον έλεγχο.
1.2.1 Μη καταστροφικές μέθοδοι
Οι δοκιμές αυτές δεν καταστρέφουν το υπό εξέταση αντικείμενο και είναι ευρέως χρησιμοποιούμενες, ιδιαίτερα ο έλεγχος με ακτίνες Χ και γ. Αναλυτικά παρακάτω φαίνονται οι μη καταστροφικές μέθοδοι ελέγχου των συγκολλήσεων :
• Μηχανικός έλεγχος : Τα δοκίμια υποβάλλονται σε καταπονήσεις μεγαλύτερες από τις συνθήκες λειτουργίας τους και ελέγχεται η αντοχή τους.
• Οπτικός Έλεγχος : Ελέγχονται με το μάτι ή με όργανα το πάχος της ραφής μίας συγκόλλησης, τυχόν ρωγμές κ.λπ..
• Έλεγχος με ηλεκτρική αγωγιμότητα : Βασίζεται στη διακύμανση της ηλεκτρικής αγωγιμότητας λόγω σφαλμάτων στη συγκόλληση. Είναι σχετικά αναξιόπιστη μεθοδολογία.
• Έλεγχος με φθορισμό : Αλείφεται η ραφή της συγκόλλησης με θειούχο ψευδάργυρο, που είναι φθορίζον υλικό, και στη συνέχεια, αφού σκουπιστεί η επιφάνεια, φωτίζεται και έτσι μπορεί να παρατηρηθούν ρωγμές, πόροι κ.λπ, στα οποία ο θειούχος ψευδάργυρος παραμένει και λάμπει.
• Μαγνητικός έλεγχος : Τοποθετούνται χαλύβδινα κομμάτια σε μαγνητικό πεδίο και από τη συνέχεια των μαγνητικών γραμμών φαίνεται αν υπάρχει ή όχι ανωμαλία στη συγκόλληση.
• Έλεγχος με υπερήχους : Μία δέσμη υπερήχων προσπίπτει στην ραφή της συγκόλλησης και
ανακλάται. Σε περίπτωση που υπάρχει εσωτερικά στη ραφή κάποιο ελάττωμα, αυτό εντοπίζεται, επειδή η ανάκλαση του υπερήχου διακόπτεται και δεν είναι συνεχής. Η μέθοδος αυτή είναι από τις πιο αξιόπιστες αλλά απαιτεί ειδική προετοιμασία.
• Έλεγχος με ακτίνες X : Τα ελαττώματα της συγκόλλησης μεταφράζονται σε σκιές πάνω σε φίλμ μετά από προσβολή από ακτίνες Χ.
• Έλεγχος με ακτίνες γ : Οι ακτίνες γ έχουν πολύ μεγαλύτερη διεισδυτική ικανότητα από τις αντίστοιχεςακτίνες Χ. Σε αυτή την περίπτωση επίσης τα ελαττώματα της συγκόλλησης μεταφράζονται σε σκιές πάνω σε φιλμ μετά από προσβολή από ακτίνες γ.
1.2.2 Καταστροφικές δοκιμές
Οι καταστροφικές δοκιμές έχουν αποτέλεσμα την καταστροφή του συγκολλητού aντικειμένου. Έτσι, για παράδειγμα, ο έλεγχος της αντοχής ενός συγκολλητού δοχείου πίεσης γίνεται με υδραυλική πίεση μέχρι την καταστροφή του δοχείου. Αν η καταστροφή προέλθει από θραύση των τοιχωμάτων του, εκτός της περιοχής της συγκόλλησης, τότε η συγκόλληση είναι ικανοποιητική. Αντίστοιχες δοκιμές γίνονται και σε τμήματα ενός
συγκολλητού αντικειμένου. Οι κυριότερες δοκιμές που μπορεί να γίνουν σε δοκίμια συγκολλητού αντικειμένου είναι η δοκιμή εφελκυσμού, κρούσης, λυγισμού και σκληρότητας. Οι δοκιμές αυτές δε διαφέρουν από τις αντίστοιχες κλασικές δοκιμές μηχανικής αντοχής.
2. ΑΥΤΟΓΕΝΕΙΣ ΣΥΓΚΟΛΛΗΣΕΙΣ
2.1 Συγκόλληση με οξυγονοασετυλίνη
Η συγκόλληση με οξυγονοασετυλίνη (οξυγονοσυγκόλληση ή οξυγονοκόλληση) πρωτοεμφανίστηκε στις αρχές του 20ου αιώνα. Χρησιμοποιείται για τη συγκόλληση μεταλλικών ελασμάτων ή δοκών, ράβδων, σωλήνων κ.λπ. Η οξυγονοκόλληση είναι μία αυτογενής συγκόλληση, γιατί πραγματοποιείται μέσω της τήξης των άκρων των δύο
προς συγκόλληση τεμαχίων και με προσθήκη ή όχι συγκολλητικού υλικού.
2.1.1 Συσκευές – όργανα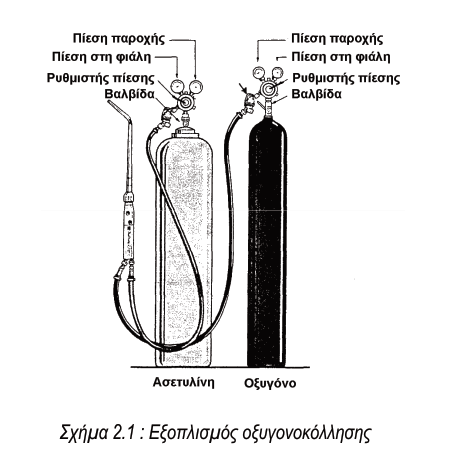
Η απαραίτητη θερμότητα για το λιώσιμο των άκρων των δύο προς συγκόλληση τεμαχίων παράγεται με τη βοήθεια του οξυγόνου (Ο2) και της ασετυλίνης (C2Η2). Το οξυγόνο που είναι αέριο, άχρωμο, άγευστο, άοσμο και διατηρεί την καύση, καίει την ασετυλίνη, που είναι επίσης αέριο άχρωμο, μη τοξικό με δυσάρεστη οσμή και εύφλεκτο. Και τα δύο αυτά αέρια τοποθετούνται σε φιάλες, όπως φαίνεται στο σχήμα 2.1, οι οποίες είναι σημαδεμένες με χαρακτηριστικά χρώματα για να αναγνωρίζεται το περιεχόμενό τους (μπλε για το οξυγόνο και κίτρινο για την ασετυλίνη). Άλλο στοιχείο χαρακτηριστικό αναγνώρισης του περιεχομένου είναι ο διαφορετικός ήχος που κάνουν οι δύο φιάλες, όταν χτυπηθούν ελαφρά με κάποιο μεταλλικό αντικείμενο. Η φιάλη του οξυγόνου κάνει ένα χαρακτηριστικό ήχο σαν καμπάνα (περιέχει οξυγόνο υπό πίεση), ενώ η φιάλη της ασετυλίνης κάνει
υπόκωφο ήχο. Ο ήχος της φιάλης της ασετυλίνης οφείλεται στο πορώδες υλικό που χρησιμοποιείται για να συγκρατεί την ακετόνη, η οποία είναι απαραίτητη για να διαλυθεί σε αυτή η ασετυλίνη (η ασετυλίνη υπό πίεση είναι εκρηκτική και γι’ αυτό διαλύεται στις φιάλες μέσα σε υγρή ακετόνη).
Σχήμα 2.1 : Εξοπλισμός οξυγονοκόλλησης
Προκειμένου το οξυγόνο και η ασετυλίνη να χρησιμοποιηθούν και επειδή βρίσκονται σε πίεση (15 ατμ. το οξυγόνο και 150 ατμ. η ασετυλίνη), μετά τις φιάλες χρησιμοποιούνται εκτονωτές, δηλαδή όργανα που ρίχνουν την πίεση. Η πίεση που έχει κάθε αέριο στη φιάλη, αλλά και η πίεση της παροχής του, μετά τη μείωση από τον εκτονωτή, φαίνονται σε δύο μανόμετρα που έχει πάνω κάθε φιάλη, το μανόμετρο υψηλής πίεσης (για τη φιάλη)
και το μανόμετρο χαμηλής πίεσης (για την παροχή). Στο σχήμα 2.2 φαίνονται συστήματα μανομέτρων – εκτονωτή για φιάλες ασετυλίνης και οξυγόνου αντίστοιχα.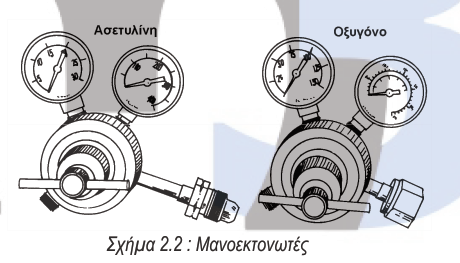
Σχήμα 2.2 : Μανοεκτονωτές
Μετά την έξοδό τους από τους μανοεκτονωτές, τα αέρια οδηγούνται προς τη θέση καύσης μέσω εύκαμπτων ελαστικών σωλήνων (μπλε ή γκρι για το Οξυγόνο και κόκκινο για την ασετυλίνη). Η στεγανοποίηση των συνδέσεων των σωλήνων και των μανοεκτονωτών με τις φιάλες είναι ιδιαίτερα σημαντική και απαιτεί μεγάλη προσοχή. Οι συνδέσεις πρέπει να ελέγχονται ως εξής :
• Η διαρροή Οξυγόνου ακούγεται, μια και το αέριο αυτό είναι αποθηκευμένο υπό πίεση.
• Η διαρροή ασετυλίνης διαπιστώνεται από τη μυρωδιά.
• Και στις δύο περιπτώσεις η διαρροή μπορεί να γίνει αντιληπτή με τη χρήση σαπουνάδας πάνω στις συνδέσεις. Αν δημιουργούνται φυσαλίδες, σημαίνει πως υπάρχει διαρροή κάποιου αερίου.
Το εξάρτημα εκείνο στο οποίο συναντώνται τα δύο αέρια είναι ο καυστήρας, στον οποίο συνδέονται οι δύο ελαστικοί σωλήνες τροφοδοσίας των αερίων. Στο σχήμα 2.3 φαίνεται σε τομή ένας καυστήρας οξυγονοκόλλησης. Το άκρο του καυστήρα, που είναι το μπεκ, μπορεί να είναι πολλών μεγεθών με διαφορετική διάμετρο οπής. Η Ευρωπαϊκή τυποποίηση για τα μπεκ ορίζει ένα χαρακτηριστικό αριθμό για κάθε μπεκ (πχ. 70), που αντιστοιχεί σε ωριαία παροχή ασετυλίνης 70 κυβικές παλάμες [dm3]. 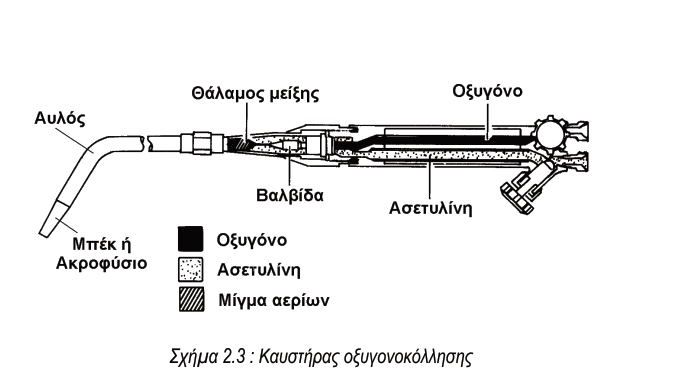
Σχήμα 2.3 : Καυστήρας οξυγονοκόλλησης
Στον καυστήρα γίνεται η ανάμειξη του οξυγόνου με την ασετυλίνη και παράγεται η φλόγα. Η σωστή αναλογία οξυγόνου και ασετυλίνης ρυθμίζει και την ποιότητα της φλόγας, η οποία δεν πρέπει να έχει περισσότερο οξυγόνο (οξειδωτική φλόγα) ούτε περισσότερο ασετυλίνη (ανθρακωτική). Στο σχήμα 2.4 φαίνονται οι τρεις περιπτώσεις φλόγας, ανθρακωτική, οξειδωτική και ουδέτερη.
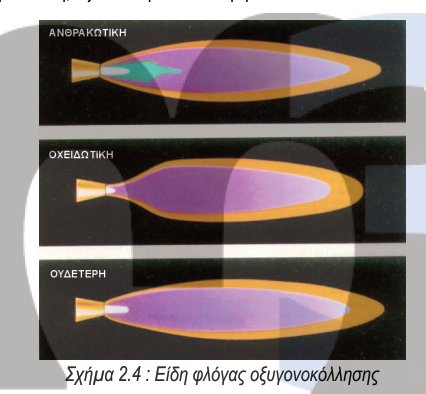
Σχήμα 2.4 : Είδη φλόγας οξυγονοκόλλησης
2.1.2 Οξυγονοκοπή
Η φλόγα της οξυγονοασετυλίνης χρησιμοποιείται και για κοπή ελασμάτων. Ο καυστήρας που χρησιμοποιείται σε αυτή την περίπτωση είναι ειδικός και ονομάζεται οξυγονοκόφτης. Ο οξυγονοκόφτης, που φαίνεται στο σχήμα 2.5, περιλαμβάνει ένα ακόμα αγωγό για παροχή καθαρού οξυγόνου που χρησιμοποιείται για τη στιγμιαία οξείδωση του σιδήρου, που θα προκαλέσει την κοπή (η οξυγονοκοπή χρησιμοποιείται μόνο στα σιδηρούχα υλικά). Στην πράξη θερμαίνεται το έλασμα μέσω της φλόγας της οξυγονοασετυλίνης και καθώς πυρώνεται τροφοδοτείται καθαρό οξυγόνο. Το οξυγόνο αυτό οξειδώνει το σίδηρο που περιέχεται στο έλασμα και παράγει την κοπή. Η θερμότητα από την κοπή είναι ικανή να διατηρεί την ερυθροπύρωση του ελάσματος, ώστε να μη χρειάζεται στη συνέχεια θέρμανση μέσω της οξυγονοασετυλίνης. Η φλόγα δηλαδή της οξυγονοασετυλίνης χρησιμοποιείται μόνο για να ξεκινήσει η κοπή.
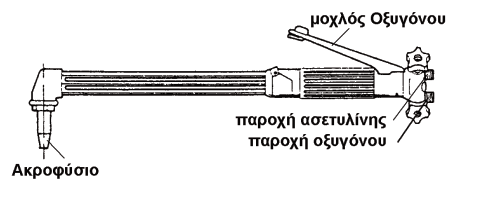
Σχήμα 2.5 : Οξυγονοκόφτης
Η κοπή με οξυγόνο μπορεί να γίνεται είτε με το χέρι είτε μηχανικά. Υπάρχουν ειδικές εργαλειομηχανές κοπής ελασμάτων που πραγματοποιούν κοπή με οξυγόνο και μάλιστα οι πιο σύγχρονες από αυτές καθοδηγούνται από ηλεκτρονικό υπολογιστή.
2.2 Συγκόλληση τόξου
Η συγκόλληση τόξου ή ηλεκτροσυγκόλληση στηρίζεται στη δημιουργία ηλεκτρικού τόξου ανάμεσα στο κομμάτι, που θέλουμε να κολληθεί, και σε ένα ηλεκτρόδιο, που είναι ταυτόχρονα και συγκολλητικό μέσο. Για να γίνει αυτό, το ηλεκτρόδιο και το κομμάτι συνδέονται με τους ακροδέκτες γεννήτριας ηλεκτρικού ρεύματος. Στην πράξη,
όπως φαίνεται στο σχήμα 2.6, χρησιμοποιούνται ειδικές μηχανές που λέγονται μηχανές ηλεκτροσυγκόλλησης, οι οποίες χρησιμοποιούν συνεχές ή εναλλασσόμενο ρεύμα και παράγουν το ηλεκτρικό τόξο.
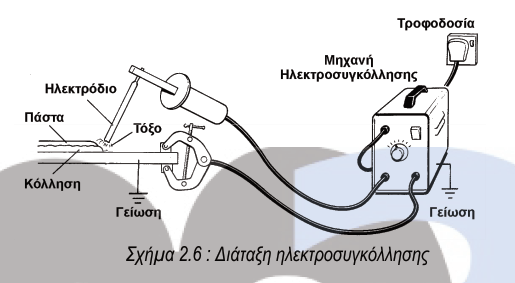
Σχήμα 2.6 : Διάταξη ηλεκτροσυγκόλλησης
Η διαδικασία της συγκόλλησης φαίνεται στο σχήμα 2.7. Λόγω του ηλεκτρικού τόξου, αναπτύσσεται μεγάλη θερμοκρασία στη θέση κόλλησης, γύρω στους 4000 °C. Στη θερμοκρασία αυτή το μέταλλο που συγκολλάται λιώνει, ενώ από πάνω του δημιουργείται ένα στρώμα αερίων, που προέρχονται από την επένδυση τουηλεκτροδίου. Ταυτόχρονα με τη δημιουργία των αερίων, δημιουργείται πάνω από τη ραφή μία πάστα, επίσης
από την επένδυση του ηλεκτροδίου. Η πάστα αυτή βοηθά στην τήξη του μετάλλου και εμποδίζει τη γρήγορη απόψυξη, που θα είχε συνέπεια να βαφεί η ραφή. Η ραφή συγκόλλησης προκύπτει από το λιωμένο μέταλλο που συγκολλάται και από λιωμένο μέταλλο του πυρήνα του ηλεκτρόδιου. Ο συγκολλητής, για να ξεκινήσει τη διαδικασία συγκόλλησης, χτυπά ή τρίβει το ηλεκτρόδιο πάνω στο προς συγκόλληση τεμάχιο και στη συνέχεια το σηκώνει, διατηρώντας από κει και πέρα μία σταθερή απόσταση. Σχήμα 2.7 :
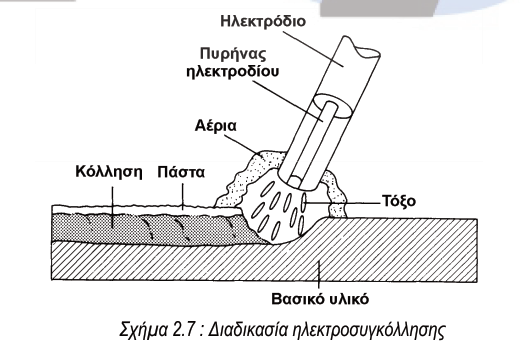
Διαδικασία ηλεκτροσυγκόλλησης
2.2.1 Συσκευές – όργανα
Οι μηχανές ηλεκτροσυγκόλλησης χρησιμοποιούν εναλλασσόμενο ή συνεχές ηλεκτρικό ρεύμα και χαρακτηρίζονται από την ένταση του ρεύματος, που μπορούν να δώσουν, και την τάση του ρεύματος για το ξεκίνημα του τόξου (τάση εν κενώ). Η ένταση της συγκόλλησης ρυθμίζεται από ροοστάτες που βρίσκονται πάνω στις μηχανές ηλεκτροσυγκόλλησης, ενώ για κάθε ένταση ρεύματος προτείνεται και αντίστοιχο ηλεκτρόδιο.
Επισημαίνεται ότι, με τη χρήση του ίδιου ηλεκτρόδιου, η ένταση του ρεύματος πρέπει να αυξάνεται, όσο το πάχος των ελασμάτων που θα κολληθούν είναι μεγαλύτερο.
Τα συνήθη ηλεκτρόδια έχουν επένδυση που είναι κράμα διαφόρων οργανικών και ορυκτών συστατικών, ενώ ο πυρήνας τους είναι από μαλακό χάλυβα. Υπάρχουν και άλλα ηλεκτρόδια με πυρήνες από χαλυβοκράματα, χυτοσίδηρο κ.λπ., αλλά δε χρησιμοποιούνται συχνά και μόνο για ειδικές περιπτώσεις. Τα ηλεκτρόδια κυκλοφορούν σε πολλά μεγέθη με διαφορετικό μήκος και διάμετρο, όπως και με διαφορετικό πάχος επένδυσης.
Στον Πίνακα Π.2.1 φαίνονται διάφορα μεγέθη ηλεκτροδίων και η ένταση του ρεύματος που πρέπει να χρησιμοποιείται σε κάθε περίπτωση.
Διάμετρος ηλεκτροδίου [mm] Μήκος ηλεκτροδίου [mm] Ένταση ρεύματος [Α]
1,6 250 25
2,0 350 45
2,5 350 65
3,5 450 115
4,0 450 145
5,0 450 215
6,0 450 265
6,3 450 285
7,0 450 320
8,0 450 360
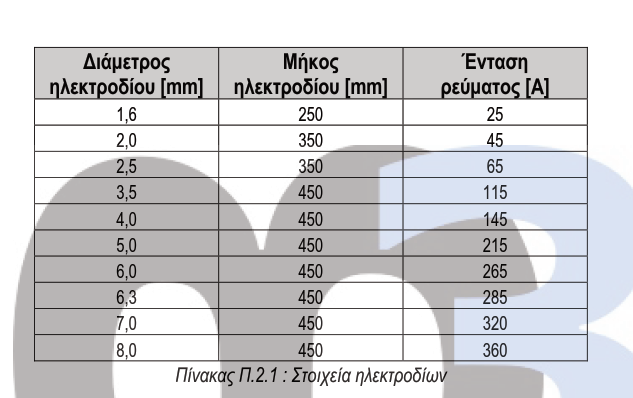
Πίνακας Π.2.1 : Στοιχεία ηλεκτροδίων
Τα ηλεκτρόδια έχουν τυποποιηθεί ως προς τα χαρακτηριστικά τους σύμφωνα με Ευρωπαϊκά και άλλα διεθνή πρότυπα. Στην ετικέτα του κουτιού, στα οποία είναι συσκευασμένα τα ηλεκτρόδια, γράφονται με τη σειρά σύμβολα που χαρακτηρίζουν συγκεκριμένες ιδιότητες του ηλεκτροδίου.
2.2.2 Τεχνική της Ηλεκτροσυγκόλλησης
Η ηλεκτροσυγκόλληση πραγματοποιείται χρησιμοποιώντας ορισμένα βασικά εξαρτήματα προστασίας. Αυτά είναι η μάσκα, που προστατεύει τα μάτια από τη λάμψη του ηλεκτρικού τόξου (δηλαδή από τις υπέρυθρες και υπεριώδεις ακτίνες που καταστρέφουν τον αμφιβληστροειδή του ματιού), τα γάντια, που προστατεύουν τα χέρια από πιθανά εγκαύματα και την ακτινοβολία, και η ποδιά που προστατεύει αντίστοιχα το υπόλοιπο σώμα. Στο
σχήμα 2.8 φαίνονται δύο συγκολλητές να πραγματοποιούν αντίστοιχες συγκολλήσεις, φορώντας τον απαιτούμενο εξοπλισμό.
Σχήμα 2.8 : Εξοπλισμός ηλεκτροσυγκόλλησης
Εκτός από τον παραπάνω βασικό εξοπλισμό, στην ηλεκτροσυγκόλληση χρησιμοποιούνται περικνημίδες για τα πόδια και μανσέτες για τα χέρια. Επίσης, ιδιαίτερα σημαντικός είναι ο αερισμός που πρέπει να υπάρχει στο χώρο εργασίας, ώστε να μην εισπνέονται από το συγκολλητή τα διάφορα αέρια που προκύπτουν από την συγκόλληση. Κατά τη διάρκεια της ηλεκτροσυγκόλλησης και ανάλογα με το είδος της ραφής που επιθυμούμε, πρέπει να μετακινείται το ηλεκτρόδιο πραγματοποιώντας συγκεκριμένες κινήσεις. Στο σχήμα 2.9 φαίνονται μερικά είδη τέτοιων συνηθισμένων κινήσεων. Από τις κινήσεις αυτές, η κίνηση 2 είναι η πιο συνηθισμένη, ενώ γενικά ισχύει ότι κάθε συγκολλητής έχει τη δικιά του κίνηση που προτιμά.
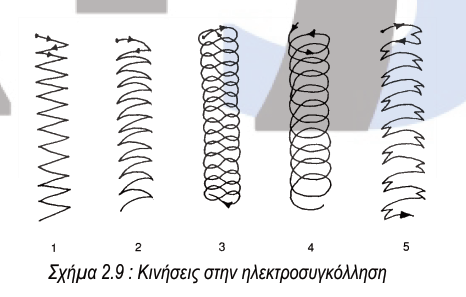
Σχήμα 2.9 : Κινήσεις στην ηλεκτροσυγκόλληση
Οι συνηθισμένες συγκολλήσεις, που γίνονται με ηλεκτροσυγκόλληση, είναι οι μετωπικές ραφές και οι εξωραφές.
Η προετοιμασία που πρέπει να γίνει στα ελάσματα πριν την ηλεκτροσυγκόλληση διαφέρει ανάμεσα στα δύο είδη, ενώ εξαρτάται και από τα πάχη των ελασμάτων. Οι εξωραφές είναι συγκολλήσεις ελασμάτων καθέτως μεταξύ τους σε αντίθεση με τις μετωπικές ραφές, που, όπως το λέει και η λέξη, είναι συγκολλήσεις κατά πρόσωπο. Στο σχήμα 2.10 φαίνεται μία εξωραφή, καθώς και ο τρόπος συμβολισμού της στο Μηχανολογικό
σχέδιο. Όπως φαίνεται στο σχήμα, το σύμβολο της συγκόλλησης τοποθετείται με το βέλος να δείχνει τη θέση συγκόλλησης. Σε περίπτωση που η συγκόλληση είναι από την απέναντι πλευρά, από αυτή που δείχνει το βέλος, το σύμβολο του είδους της συγκόλλησης tοποθετείται αντεστραμμένο, όπως φαίνεται στη δεύτερη περίπτωση εξωραφής του σχήματος.
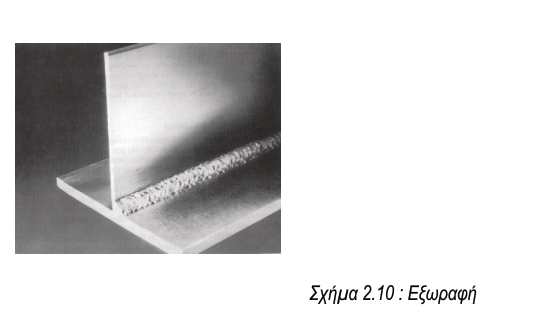
Σχήμα 2.10 : Εξωραφή
2.3 Ηλεκτροσυγκόλληση σε αδρανή ατμόσφαιρα
Οι συγκολλήσεις με αδρανή ατμόσφαιρα εξασφαλίζουν τη μόνωση της θέσης συγκόλλησης από τον αέρα, δηλαδή ουσιαστικά από το Οξυγόνο και το άζωτο που επηρεάζουν τη συγκόλληση. Για τη μόνωση αυτή χρησιμοποιούνται τα αέρια Αργό (Ar) και Ήλιο (He). Από τα δύο αυτά αέρια χρησιμοποιείται περισσότερο το αργό, γιατί η παραγωγή του έχει μικρότερο κόστος.
Τα πλεονεκτήματα της μεθόδου ηλεκτροσυγκόλλησης σε αδρανή ατμόσφαιρα σε σχέση με την απλή ηλεκτροσυγκόλληση είναι :
• Σταθερό ηλεκτρικό τόξο και εύκολη συγκόλληση,
• Ραφές συγκόλλησης με υψηλή μηχανική αντοχή.
• Μικρές παραμορφώσεις λόγω θέρμανσης,
• Απουσία επιβλαβών αναθυμιάσεων.
Η ηλεκτροσυγκόλληση σε αδρανή ατμόσφαιρα γίνεται με τρεις μεθόδους, τη μέθοδο T.I.G. (δίστηκτο ηλεκτρόδιο και αέριο αργό), τη μέθοδο M.I.G. (καταναλισκόμενο ηλεκτρόδιο και αέριο αργό) και τη μέθοδο M.A.G.(καταναλισκόμενο ηλεκτρόδιο και ανθρακικά αέρια).
2.3.1 Μέθοδος T.I.G
Στην ηλεκτροσυγκόλληση T.I.G. (Tungsten Inert Gas) το ηλεκτρόδιο είναι από Βολφράμιο (W) και προκειμένου να αυξηθούν οι ηλεκτρικές του ιδιότητες προστίθενται Θόριο (Th) και Ζιρκόνιο (Zr). Το ηλεκτρόδιο δεν καταναλίσκεται, δηλαδή συμμετέχει στη συγκόλληση μόνο για να διατηρεί το ηλεκτρικό τόξο. Στο σχήμα 2.11 φαίνεται μία διάταξη συγκόλλησης με T.I.G.. Στη μέθοδο αυτή χρησιμοποιείται ως αδρανές αέριο το Αργό ή το Ήλιο ή μείγμα των δύο αερίων.
Προκειμένου η συγκόλληση με τη μέθοδο T.I.G. να είναι επιτυχής, πρέπει τα κομμάτια που θα συγκολληθούν να είναι καθαρά και απαλλαγμένα από ακαθαρσίες. Η κόλληση που φαίνεται στο σχήμα επιλέγεται από ενώσεις των υλικών που πρόκειται να συγκολληθούν. Σε πολλές περιπτώσεις όμως η συγκόλληση πραγματοποιείται χωρίς κόλληση και μόνο με την τήξη των υλικών που πρόκειται να συγκολληθούν. Η μέθοδος T.I.G. χρησιμοποιείται για συγκόλληση των περισσοτέρων μετάλλων. Ιδιαίτερη εφαρμογή είναι η συγκόλληση λεπτών
αντικειμένων λόγω της εξαιρετικής ποιότητας συγκόλλησης και της ποιότητας της τελικής επιφάνειας.

Σχήμα 2.11 : Συγκόλληση T.I.G.
2.3.2 Μέθοδος M.I.G.
Στην ηλεκτροσυγκόλληση M.I.G. (Metal Inert Gas) το ηλεκτρόδιο αποτελεί και το συγκολλητικό υλικό. Το ηλεκτρόδιο δηλαδή καταναλίσκεται και τροφοδοτείται στη συγκόλληση από μία κουλούρα σύρματος. Το αέριο που χρησιμοποιείται είναι αργό ή μείγμα αργού με άλλα αδρανή αέρια. Το ηλεκτρόδιο στη συγκόλληση M.I.G. συνδέεται στο θετικό πόλο, σε αντίθεση με το ηλεκτρόδιο στη μέθοδο T.I.G., που συνδέεται στον αρνητικό πόλο
και έτσι λιώνει ευκολότερα.
2.3.3 Μέθοδος M.A.G
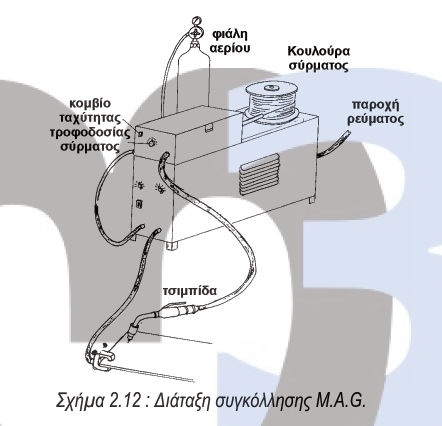
Στην ηλεκτροσυγκόλληση M.A.G. (Metal Actif Gas) χρησιμοποιούνται ανθρακικά αέρια (διοξείδιο του άνθρακος CO2) ή μείγμα ανθρακικών αερίων και αργού. Το συγκολλητικό υλικό είναι σύρμα κυρίως από μαγγάνιο και πυρίτιο, ενώ περιέχει και πρόσθετα άλλων μετάλλων. Στο σχήμα 2.12 φαίνεται η διάταξη της συγκόλλησης
M.A.G..
Σχήμα 2.12 : Διάταξη συγκόλλησης M.A.G.
2.4 Ηλεκτροσυγκόλληση με αντίσταση (ηλεκτροπόντα)
Η ηλεκτροσυγκόλληση με αντίσταση είναι αυτογενής συγκόλληση, η οποία δε χρησιμοποιεί συγκολλητικό υλικό. Τα τεμάχια που πρόκειται να συγκολληθούν θερμαίνονται συμπιεζόμενα μεταξύ δύο ηλεκτροδίων και συγκολλώνται. Στο σχήμα 2.13 φαίνεται η διάταξη μίας φορητής μηχανής συγκόλλησης με αντίσταση.
Σχήμα 2.13 : Φορητή συσκευή συγκόλλησης με αντίσταση
Για τη συγκόλληση με αντίσταση σημαντικό ρόλο παίζουν ο χρόνος συγκόλλησης και η πίεση που ασκείται από τα ηλεκτρόδια. Ανάλογα με τα υλικά που πρόκειται να συγκολληθούν και το πάχος τους, επιλέγονται και οι συνθήκες αυτές της συγκόλλησης.
Η πιο γνωστή και ευρέως χρησιμοποιούμενη μηχανή για ηλεκτροσυγκόλληση με αντίσταση είναι η ηλεκτροπόντα. Οι ηλεκτροπόντες που κυκλοφορούν είναι συνήθως σταθερές και ποδοκίνητες, ενώ υπάρχουνκαι φορητές, όπως στο σχήμα 2.13.

Στο σχήμα 2.14 φαίνεται μια σταθερή ποδοκίνητη ηλεκτροπόντα και η διαδικασία συγκόλλησης.
Σχήμα 2.14 : Συγκόλληση σε ηλεκτροπόντα

2.5 Άλλες μέθοδοι συγκολλήσεων
2.5.1 Υπέρηχοι
Η συγκόλληση με υπερήχους πρωτοεμφανίστηκε στα μέσα του 20ου αιώνα. Η συγκόλληση αυτή χρησιμοποιείται για τη σύνδεση μετάλλων, όπως είναι ο χαλκός, το νικέλιο, το αλουμίνιο κ.λπ.. Στη συγκόλληση με υπερήχους τα τεμάχια συνδέονται μεταξύ τους μέσω πίεσης με ταυτόχρονη ταλάντωση υψηλής συχνότητας. Η ταλάντωση αυτή προκαλεί αύξηση της θερμοκρασίας στη θέση συγκόλλησης και η πίεση ανάμεσα στα κομμάτια
δημιουργεί την τελική σύνδεση. Στο σχήμα 2.15 φαίνεται η διαδικασία συγκόλλησης με υπερήχους.
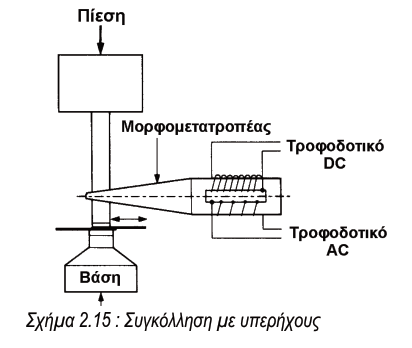
Σχήμα 2.15 : Συγκόλληση με υπερήχους
2.5.2 Laser
Η συγκόλληση με Laser πρωτοεμφανίστηκε γύρω στο 1950. Η συγκόλληση αυτή επιτυγχάνεται μέσω τηςθερμοκρασίας που αναπτύσσεται, όταν μία δέσμη ακτίνων Laser προσπίπτει πάνω στα τεμάχια που πρόκειταινα συγκολληθούν. Στο σχήμα 2.16 φαίνεται η διαδικασία παραγωγής της ακτίνας Laser και η συγκόλληση.
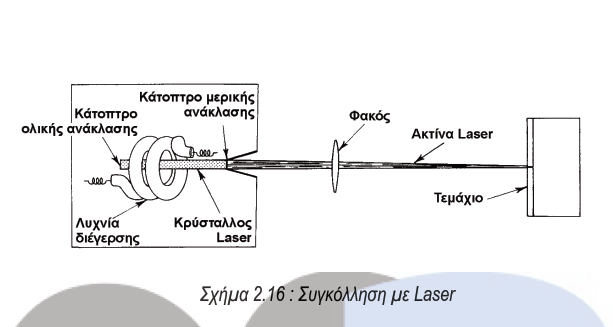
Σχήμα 2.16 : Συγκόλληση με Laser
2.5.3 Τριβή
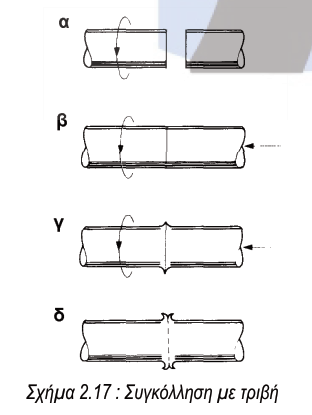
Στη συγκόλληση με τριβή δύο τεμάχια συγκολλώνται με τη βοήθεια της θερμότητας, που παράγεται από τηντριβή του ενός πάνω στο άλλο. Στην πράξη, το ένα από τα δύο τεμάχια περιστρέφεται με μεγάλη ταχύτητα καισυμπιέζεται πάνω στο τεμάχιο που θα συγκολληθεί. Οι μεταξύ τους επιφάνειες τρίβονται έντονα, θερμαίνονταιμέχρι τη θερμοκρασία συγκόλλησης και τότε η περιστροφή σταματά. Με τη συνεχιζόμενη πίεση ανάμεσα στα
δύο κομμάτια επιτυγχάνεται η συγκόλληση. Αυτή η μέθοδος έχει βρει εφαρμογές στη συγκόλληση των κοπτικώνπλακιδίων σε μανέλες κοπτικών εργαλείων, συγκόλληση ράβδων κ.λπ.. Στο σχήμα 2.17 φαίνεται η διαδικασίασυγκόλλησης ράβδων με τριβή. Η διαδικασία που φαίνεται στο σχήμα περιλαμβάνει : α) περιστροφή της μίαςράβδου, β) περιστροφή της πρώτης ράβδου και ταυτόχρονη συμπίεση της δεύτερης ράβδου πάνω στην
περιστρεφόμενη, γ) επίτευξη της θερμοκρασίας συγκόλλησης και δ) προκύπτει η συγκόλληση των ράβδων.sχήμα 2.17 : Συγκόλληση με τριβή
2.5.4 Πλάσμα
Η συγκόλληση με πλάσμα, που χρησιμοποιήθηκε για πρώτη φορά γύρω στο 1960, μοιάζει πολύ με την συγκόλληση TIG. Σε αυτού του τύπου τη συγκόλληση σχηματίζεται τόξο πλάσματος, μεταξύ ενός ηλεκτροδίου, το οποίο δεν καταναλίσκεται, και του μετάλλου που θα συγκολληθεί. Η μέθοδος αυτή, επειδή το τόξο πλάσματος αναπτύσσει μεγάλες θερμοκρασίες, δημιουργεί βαθύτερες ραφές από τις αντίστοιχες της συγκόλλησης TIG.
2.6 Συγκόλληση πλαστικών
Η συγκόλληση των πλαστικών μοιάζει αρκετά με τη συγκόλληση των μετάλλων. Οι μέθοδοι που χρησιμοποιούνται στηρίζονται στην πίεση των δύο συγκολλώμενων πλαστικών τεμαχίων με παράλληλη θέρμανση των άκρων τους. Στην περίπτωση της συγκόλλησης πλαστικών, τα υλικά δε λιώνουν, ενώ χρησιμοποιείται σε μερικές περιπτώσεις και συγκολλητικό υλικό σε μορφή ράβδου μικρής διατομής.
Οι μέθοδοι που χρησιμοποιούνται είναι η συγκόλληση με τριβή, που εφαρμόζεται κυρίως σε ράβδους πλαστικών, η συγκόλληση με θέρμανση και πίεση, με ταυτόχρονη εφαρμογή συγκολλητικού υλικού, και άλλες.
3. ΕΤΕΡΟΓΕΝΕΙΣ ΣΥΓΚΟΛΛΗΣΕΙΣ
Οι ετερογενείς συγκολλήσεις διακρίνονται σε μαλακές και σκληρές. Στις μαλακές συγκολλήσεις η θερμοκρασία συγκόλλησης είναι πολύ χαμηλότερη από την αντίστοιχη θερμοκρασία που χρησιμοποιείται στις σκληρές συγκολλήσεις. Οι ετερογενείς συγκολλήσεις χρησιμοποιούνται συνήθως για τη συγκόλληση τεμαχίων από
διαφορετικά υλικά.
3.1 Μαλακές συγκολλήσεις
Οι μαλακές συγκολλήσεις διακρίνονται για τη χαμηλή θερμοκρασία συγκόλλησης. Για να γίνει μία τέτοια συγκόλληση, χρησιμοποιείται ως συγκολλητικό υλικό κράμα κασσίτερου και μόλυβδου. Η θερμότητα, που χρειάζεται για να λιώσει το συγκολλητικό υλικό, παρέχεται από καμινέτο ή κολλητήρι ή άλλες πηγές. Μαλακές συγκολλήσεις είναι η κασσιτεροκόλληση, η μολυβδοκόλληση και άλλες, αλλά σημαντικότερη είναι η
κασσιτεροκόλληση.
3.1.1 Κασσιτεροκόλληση
Η κασσιτεροκόλληση χρησιμοποιεί ως συγκολλητικό υλικό ένα κράμα κασσιτέρου (Sn) και μολύβδου (Pb).
Ανάλογα με την περιεκτικότητα καθενός από τα δύο συστατικά, κυκλοφορούν στο εμπόριο διάφορα είδη κολλήσεων. Για τα είδη της κόλλησης ισχύει ο κανόνας ότι, όσο πιο μεγάλη είναι η περιεκτικότητα σε κασσίτερο στην κόλληση, τόσο πιο πολύ αυξάνει η ρευστότητα της κόλλησης και μειώνεται η θερμοκρασία τήξης της. Η κασσιτεροκόλληση χρησιμοποιείται ευρέως από τους λευκοσιδηρουργούς και τους υδραυλικούς για την
συγκόλληση σωλήνων κ.λπ.. Στο σχήμα 3.1 φαίνεται μια κασσιτεροκόλληση μολυβδοσωλήνων.
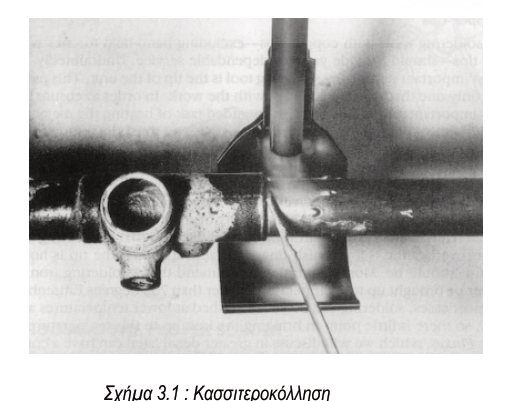
Σχήμα 3.1 : Κασσιτεροκόλληση
Στην κασσιτεροκόλληση η θέρμανση των τεμαχίων που πρόκειται να συγκολληθούν γίνεται μέσω καμινέτου, φλόγας οξυγονοασετυλίνης ή χρησιμοποιούνται ειδικά κολλητήρια, τα οποία μπορεί να είναι ηλεκτρικά ή να θερμαίνονται με τη βοήθεια φωταερίου, καμινέτου κ.λπ.. Προκειμένου να συγκολληθούν δύο τεμάχια με κασσιτεροκόλληση, πρέπει να είναι απαλλαγμένα από τυχόν σκουριές ή ακαθαρσίες. Ο καθαρισμός των επιφανειών γίνεται με μηχανικό τρόπο, χρησιμοποιώντας βούρτσα, λίμα, τρόχισμα, κ.λπ., και με χημικό τρόπο,
χρησιμοποιώντας ειδικά για το σκοπό αυτό χημικά, σε μορφή αλοιφής ή σκόνης. Τέτοια χημικά είναι το υδροχλωρικό οξύ (χρησιμοποιείται σε επιψευδαργυρωμένες επιφάνειες), ο χλωριούχος ψευδάργυρος, που χρησιμοποιείται στις περισσότερες εφαρμογές, και το κολοφώνιο (κυρίως σε ηλεκτρικές εφαρμογές και εκεί που υπάρχει κίνδυνος διάβρωσης).
3.1.2 Μολυβδοκόλληση
Η μολυβδοκόλληση γίνεται συνήθως χωρίς συγκολλητικό υλικό, επειδή χρησιμοποιείται κυρίως για συγκόλληση μολύβδινων τεμαχίων. Ως συγκολλητικό υλικό χρησιμοποιείται το ίδιο το υλικό των κομματιών που θα συγκολληθούν. Προκειμένου τα μολύβδινα κομμάτια να συγκολληθούν, θερμαίνονται με φλόγα υδρογόνου ή προπανίου σε θερμοκρασία πάνω από τη θερμοκρασία τήξης του μολύβδου (327°C).
3.2 Σκληρές συγκολλήσεις
Οι σκληρές συγκολλήσεις, σε αντίθεση με τις μαλακές, πραγματοποιούνται σε μεγάλες θερμοκρασίες (600 έως 900 °C). Χρησιμοποιούνται για τη συγκόλληση όλων των συνηθισμένων μετάλλων πλην του αλουμινίου.
Μεγάλη εφαρμογή έχουν σε συγκολλήσεις χάλκινων εξαρτημάτων ή εξαρτημάτων από κράματα του χαλκού. Οι σημαντικότερες σκληρές συγκολλήσεις είναι η μπρουντζοκόλληση και η ασημοκόλληση.
3.2.1 Μπρουντζοκόλληση
Η μπρουντζοκόλληση χρησιμοποιεί ως κόλληση κράμα χαλκού (Cu) και ψευδαργύρου (Zn), παρά το γεγονός ότι ο μπρούντζος είναι κράμα χαλκού και κασσιτέρου. Το συγκολλητικό υλικό λιώνει μέσω θέρμανσης σε χαμηλότερη θερμοκρασία από τη θερμοκρασία τήξης των προς συγκόλληση τεμαχίων και απλώνει στις επιφάνειες που θα συγκολληθούν. Για να υπάρξει μεγαλύτερη πρόσφυση του συγκολλητικού υλικού χρησιμοποιείται βόρακας (Να2Β4Ο7+10Η2Ο). Η θέρμανση των κομματιών και του συγκολλητικού υλικού
εξασφαλίζεται με καμινέτα, φλόγα οξυγονοασετυλίνης, φωταερίου κ.λπ.. Στο σχήμα 3.2 φαίνεται μια διαδικασία μπρουντζοκόλλησης, καθώς και η μπρουντζοκόλληση ενός κοπτικού πλακιδίου πάνω σε τρυπάνι.
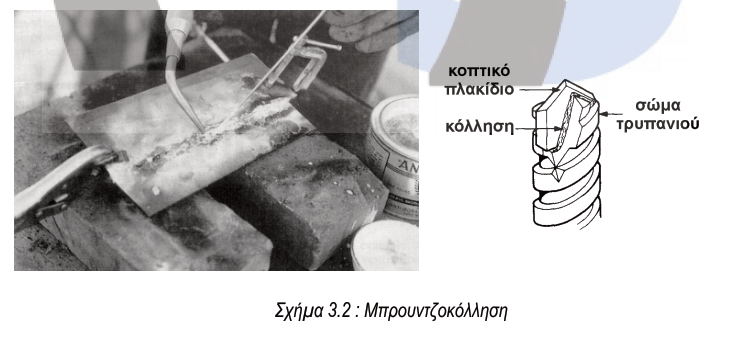
Σχήμα 3.2 : Μπρουντζοκόλληση
3.2.2 Ασημοκόλληση
Στην ασημοκόλληση χρησιμοποιείται συγκολλητικό υλικό που περιέχει άργυρο (Ag), χαλκό (Cu), ψευδάργυρο (Zn), κασσίτερο (Sn) και κάδμιο (Cd). Όσο πιο πολύ άργυρο περιέχει η κόλληση, τόσο μικρότερη είναι η θερμοκρασία τήξης της κόλλησης. Οι κολλήσεις της ασημοκόλλησης περιέχουν τουλάχιστον 8% άργυρο και κυκλοφορούν στο εμπόριο σε μορφή σύρματος, ελάσματος ή σε μορφή σκόνης.
Όπως και στις άλλες ετερογενείς συγκολλήσεις, έτσι και στην ασημοκόλληση, χρησιμοποιούνται ως θερμαντικά μέσα καμινέτα ή φλόγα της οξυγονοασετυλίνης, του φωταερίου κ.λπ.. Η ασημοκόλληση έχει πολλές εφαρμογές στην κοσμηματοποιία και στα ηλεκτρονικά παρά το κόστος της που είναι μεγάλο λόγω της παρουσίας του
αργύρου.


0 σχόλια